

Free 2 Day Domestic
Free 2 day shipping for all domestic orders. Free Expedited shipping for all international orders over $399.
Due to Microsoft's discontinuation of updates, including security, certain functionality such as checkout and CAD may not work for you. We recommend using Google Chrome, Microsoft Edge, Firefox, or Safari to ensure full functionality.Thank you - the Ruland team

Large jaw couplings are now being offered for bore sizes up to 1-3/4” or 45 mm and torque capacities of 2,655 in-lbs (300 Nm). These new large jaw couplings are designed for use in precision systems with high deceleration and acceleration curves, such as those found in semiconductor, solar, conveyor, and warehouse automation applications.
Explore More >>Pre-assembled modular mounting systems are designed for adjustability across many mounting applications. Conveyor mounting systems emphasize strict parallel installation using a flange-bolt base and a conveyor rail guide. Sensor mounting systems offer flexibility in a mounting application with adjustable or 90-degree connectors, two-way bases, and various mounting brackets. Both systems include stainless steel rods (with or without scale) from 100mm to 300mm in length, zinc clamping levers, and connectors that allow adjustment of the rods’ position.
Explore More >> Mountable shaft collars with face holes are designed to mate directly with components such as sprockets, pulleys, and metallic plates. Ruland manufactures them with drilled holes for mounting flexibility or threaded holes for the most secure connection between the collar and mated component. They are offered in steel, aluminum, and 303 stainless steel in bore sizes ranging from 3/8” to 2” and 10mm to 50mm.
Explore More >> 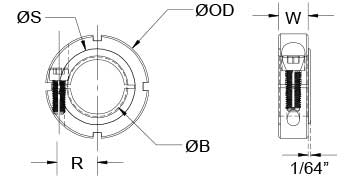
| Dimensions | |||
|---|---|---|---|
|
Locknut Industry Standard |
N-07 |
1.376 in - 18 TPI |
|
|
Thread Class The thread class standard that Ruland manufactures to. |
AFBMA |
Bearing Face Diameter (S) |
1 13/16 in |
|
Bearing Face Max TIR |
0.0010 in |
Outer Diameter (OD) |
2 1/4 in |
|
Width (W) |
0.500 in |
||
| Fastening Hardware | |||
|
Forged Clamp Screw Inch or metric socket head cap screw size. |
M5 x 16 |
Screw Material |
Alloy Steel |
|
Hex Wrench Size Wrench size that fits the screw head to tighten or loosen the screw. |
4.0 mm |
Screw Finish Surface finish and treatments on supplied hardware. |
Black Oxide |
|
Seating Torque Torque required to install supplied hardware. Use torque wrench for accurate seating torque. |
9.5 Nm |
Screw Location (R) |
0.880 in |
|
Number of Screws |
1 ea |
||
| Recommended Installation Tools | |||
|
Recommended Spanner Wrench This spanner wrench helps to ensure precision seating of the locknut. |
|||
| Additional Information | |||
|
Material Specification |
1215 Carbon Steel Bar |
Temperature Minimum and maximum operating temperature. Operating temperature includes ambient temperature plus or minus factors such as system heat generated during operation, washdown, vacuum, etc... |
-40°F to 350°F (-40°C to 176°C) |
Hot Process Black Oxide, Impregnated with Naphthenic Oil, Centrifugally Dried |
Manufacturer |
Ruland Manufacturing |
|
|
Country of Origin |
USA |
Weight (lbs) |
0.334900 |
|
Recommended Shaft Tolerance Acceptable variance in nominal shaft diameter before performance loss. |
+0.0000 in / -0.0005 in |
UPC |
634529028933 |
|
Tariff Code |
8483.60.8000 |
UNSPC Code used to identify products to standardize nomenclature around the world. |
31161716 |
| Product Notes | |||
|
Note 1 |
Performance ratings are for guidance only. The user must determine suitability for a particular application. |
|
|
| CERTIFICATIONS/STANDARDS | |||
|---|---|---|---|
| ISO 9001:2015 | Conflict Minerals | ||
| RoHS3 | REACH | ||


 WARNING This product can expose you to the chemical Ethylene Thiourea, known to the State of California to cause cancer and birth defects or other reproductive harm. For more information go to
WARNING This product can expose you to the chemical Ethylene Thiourea, known to the State of California to cause cancer and birth defects or other reproductive harm. For more information go to 




