The store will not work correctly when cookies are disabled.
Due to Microsoft's discontinuation of updates, including security, certain functionality such as checkout and CAD may not work for you. We recommend using Google Chrome, Microsoft Edge, Firefox, or Safari to ensure full functionality.Thank you - the Ruland team
Large jaw couplings are now being offered for bore sizes up to 1-3/4” or 45 mm and torque capacities of 2,655 in-lbs (300 Nm). These new large jaw couplings are designed for use in precision systems with high deceleration and acceleration curves, such as those found in semiconductor, solar, conveyor, and warehouse automation applications.
Pre-assembled modular mounting systems are designed for adjustability across many mounting applications. Conveyor mounting systems emphasize strict parallel installation using a flange-bolt base and a conveyor rail guide. Sensor mounting systems offer flexibility in a mounting application with adjustable or 90-degree connectors, two-way bases, and various mounting brackets. Both systems include stainless steel rods (with or without scale) from 100mm to 300mm in length, zinc clamping levers, and connectors that allow adjustment of the rods’ position.
Mountable shaft collars with face holes are designed to mate directly with components such as sprockets, pulleys, and metallic plates. Ruland manufactures them with drilled holes for mounting flexibility or threaded holes for the most secure connection between the collar and mated component. They are offered in steel, aluminum, and 303 stainless steel in bore sizes ranging from 3/8” to 2” and 10mm to 50mm.
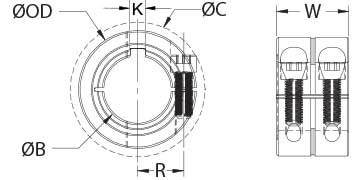
Ruland MWCLK-16-SS is a one-piece shaft collar with a 16mm bore, 5mm keyway, 34mm OD, and 27.6mm width. The clamp style design does not mar the shaft, is easy to remove, and is indefinitely adjustable. It is commonly used for guiding, spacing, stopping, mounting, and component alignment. Equipment manufacturers benefit from the tightly controlled face to bore perpendicularity (TIR of ≤ .05mm). Perpendicularity is critical for alignment when the shaft collar is used as a load bearing face, mechanical stop, or for mounting components such as gears or bearings. Proprietary processes have been developed by Ruland to maintain superior fit, finish, and holding power. MWCLK-16-SS is stamped with the Ruland name and bore size for ease of identification. This double wide shaft collar has 25% higher axial holding power than a round bore of equivalent size. It can also be used as a short rigid coupling for applications where a traditional rigid coupling is too long. Forged screws test beyond DIN 912 12.9 standards to ensure maximum holding power. MWCLK-16-SS is machined from solid bar stock to a fine burr free finish and sourced exclusively from North American mills. Ruland uses 303 stainless steel with hardware of like material for consistent corrosion resistance. Stainless steel hardware undergoes a proprietary surface treatment process to prevent galling. It is RoHS3 and REACH compliant and manufactured in our Marlborough, MA factory under strict controls using proprietary processes.
PRODUCT SPECIFICATIONS
Dimensions
Bore (B1)
Larger inner diameter. Should match nominal shaft diameter.
16 mm
Small Bore (B2)
Smaller inner diameter. Should match nominal shaft diameter.
16 mm
Keyway (K1)
5 mm
Keyway (K2)
5 mm
Outer Diameter (OD)
34 mm
Bore Tolerance
Variance in finished bore range before installation.
+0.050 mm / +0.012 mm
Width (W)
27.6 mm
Clearance Diameter (C) MAX
Minimum diameter required to avoid interference with hardware.
39.3 mm
Recommended Shaft Tolerance
Acceptable variance in nominal shaft diameter before performance loss.
+0.000 mm / -0.013 mm
Fastening Hardware
Forged Clamp Screw
Inch or metric socket head cap screw size.
M5
Screw Material
18-8 300 Series Stainless Steel
Hex Wrench Size
Wrench size that fits the screw head to tighten or loosen the screw.
4.0 mm
Screw Finish
Surface finish and treatments on supplied hardware.
Bright
Seating Torque
Torque required to install supplied hardware. Use torque wrench for accurate seating torque.
5.4 Nm
Screw Location (R)
12.50 mm
Number of Screws
2 ea
Additional Information
Material Specification
Type 303 Austenitic, Non-Magnetic Bar
Temperature
Minimum and maximum operating temperature. Operating temperature includes ambient temperature plus or minus factors such as system heat generated during operation, washdown, vacuum, etc...
Use the MWCLK-16-SS double wide shaft collar as it is received.
Wipe the bore clean.
Apply a thin coat of light oil to the shaft.
Tighten the screws in two stages, starting with the inside screws. Using a torque wrench with 4.0 mm bit, tighten the inside screws to 2.7 Nm which is half the recommended seating torque. Repeat for the outside screws, again tightening to half of the recommended seating torque.
Tighten the screws to the full recommended seating torque of 5.4 Nm following the same pattern, starting with the inside screws first.







 WARNING This product can expose you to the chemical Nickel (metallic)
WARNING This product can expose you to the chemical Nickel (metallic)


