The store will not work correctly in the case when cookies are disabled.
Due to Microsoft's discontinuation of updates, including security, certain functionality such as checkout and CAD may not work for you. We recommend using Google Chrome, Microsoft Edge, Firefox, or Safari to ensure full functionality.Thank you - the Ruland team
Mountable shaft collars with face holes are designed to mate directly with components such as sprockets, pulleys, and metallic plates. Ruland manufactures them with drilled holes for mounting flexibility or threaded holes for the most secure connection between the collar and mated component. They are offered in steel, aluminum, and 303 stainless steel in bore sizes ranging from 3/8” to 2” and 10mm to 50mm.
Clamp style universal joints improve over set screw style because they do not mar the shaft, offer infinite adjustability, and can be used on all shaft types. Ruland is the only North American supplier of clamp style universal joints and manufactures the clamp feature, bores, and keyways in our advanced manufacturing facility in Marlborough, MA USA. They are available in sizes from 1/4" to 1 1/4” in steel for high strength and stainless steel for corrosion resistance.
Ruland CL-44-FZ is a one-piece shaft collar with a 2.7500" bore, 4" OD, and 0.875" width. The clamp style design does not mar the shaft, is easy to remove, and is indefinitely adjustable. It is commonly used for guiding, spacing, stopping, mounting, and component alignment. Equipment manufacturers benefit from the tightly controlled face to bore perpendicularity (TIR of ≤ .002"). Perpendicularity is critical for alignment when the shaft collar is used as a load bearing face, mechanical stop, or for mounting components such as gears or bearings. Proprietary processes have been developed by Ruland to maintain superior fit, finish, and holding power. CL-44-FZ is stamped with the Ruland name and bore size for ease of identification. Forged screws test beyond ANSI standards to ensure maximum holding power. CL-44-FZ is manufactured from solid bar stock sourced from select North American mills and machined to a fine burr free finish. Ruland uses 1215 lead-free steel with a zinc plated finish for added corrosion resistance. CL-44-FZ is RoHS3 and REACH compliant and manufactured in our Marlborough, MA factory under strict controls using proprietary processes.
PRODUCT SPECIFICATIONS
Dimension
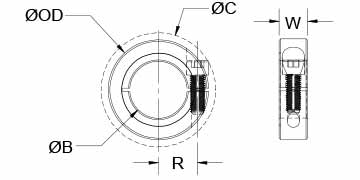
Bore (B1)
Larger inner diameter. Should match nominal shaft diameter.
2.7500 in
Bore Tolerance
Variance in finished bore range before installation.
+0.0020 in / +0.0005 in
Outer Diameter (OD)
4 in
Clearance Diameter (C) MAX
Minimum diameter required to avoid interference with hardware.
4.265 in
Width (W)
0.875 in
Width Tolerance
+0.003 in / -0.010 in
Recommended Shaft Tolerance
Acceptable variance in nominal shaft diameter before performance loss.
+0.0000 in / -0.0005 in
Fastening Hardware
Forged Clamp Screw
Inch or metric socket head cap screw size.
3/8-24
Screw Material
Alloy Steel
Hex Wrench Size
Wrench size that fits the screw head to tighten or loosen the screw.
5/16 in
Screw Finish
Surface finish and treatments on supplied hardware.
Zinc Plated
Seating Torque
Torque required to install supplied hardware. Use torque wrench for accurate seating torque.
Type II, SC2 Zinc Plating with a Yellow "Trivalent" Chromate Conversion Coating, Meets or Exceeds ASTM B633-98
Manufacturer
Ruland Manufacturing
Country of Origin
USA
Temperature
Minimum and maximum operating temperature. Operating temperature includes ambient temperature plus or minus factors such as system heat generated during operation, washdown, vacuum, etc...
-40°F to 350°F (-40°C to 176°C)
Weight (lbs)
1.550300
UPC
634529073100
Tariff Code
8483.60.8000
Product Notes
Note 1
This product has been discontinued as a standard item. Please inquire for special pricing.
Note 2
No backslot
Prop 65
Required for the US State of California only.
Use the CL-44-FZ one-piece shaft collar as it is received.
Wipe the bore clean.
Apply a thin coat of light oil to the shaft.
Place the collar onto the desired shaft location with the groove side as the work surface. Tighten the collar using a 5/16 in hex wrench until a slight resistance is felt.
Wring collar into its final position and tighten the screw to the full recommended seating torque of 570 lb-in using a 5/16 in torque wrench.